


 当前位置:
当前位置: 


铸铁平板通常采用灰铸铁或球墨铸铁进行铸造。灰铁被称为孕育铸铁,其以低廉的成本,良好的减震性、机械性能和铸造性能被广泛应用于铸造行业中。要使用灰铸铁获得合格的铸造坯件,须经过碾砂-造型-熔炼-浇注-清理-检查等众多环节,铸件的质量须控制好铸造过程中的各个环节。
1.铸铁平板铸造碾砂过程的控制
型砂的性能将直接影响铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。
严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。
2.铸铁平板铸造熔炼过程的控制
生产灰铸铁件时,须严格控制人炉和人包材料的质量,对其成分、块度及理化性能须按要求进行检查和验收。
孕育铸铁是一种片状石墨的灰铸铁,只是制造原理同普通铸铁不同,增加了孕育过程。在低碳、硅成份的铁水中加人适量的孕育剂,以其过度石墨化。一般来说,原铁水的含碳量在2.8~3.0%之间,由于孕育铸铁含碳较低,多以炉料中加人足够数量的废钢。硅的含量在0.9~1.5%之间,以便加大孕育剂的加人量,以提高铸件机械性能。含硫、锰量分别在0.08~0.12%和0.9~1.2%范围时,若含锰量过高,铸铁中则出现渗碳体。含磷量小于0.12%,若其含量高,会影响铸件强度。
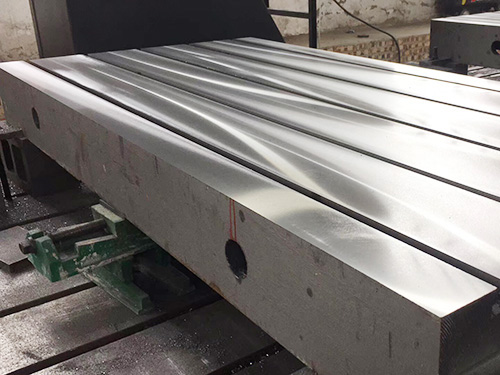
铸铁平板刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件。在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。铸铁平板刨削T型槽后也叫T型槽平板。需要开T型槽铸铁平板的客户可直接告知我司需要T型槽平板。1、铸铁平板刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件。2、在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。3、每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
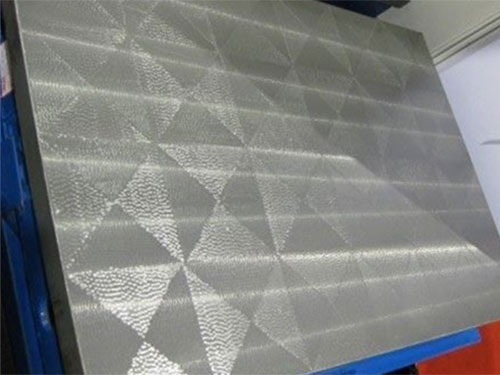
铸铁平板是工业上用于标记和测试工件的通用参考仪器,铸铁平板在投入使用前经过严格的加工,这对自身的质量和工作质量影响很大。有铸铁平板生产的技术指标。技术指标用于铸铁平板的检查。通常需要检查两个方面。为了防止铸铁平板变形,在平台上完成操作后,应对平台进行清理,不要留下过多的零件。了解了这些预防措施后,相信您的铸铁平台将长期使用。在精度等级低于“ 00”的铸铁平板工作表面上,允许用相同的材料堵塞直径小于15mm的铸铁平台的孔,并且硬度应低于硬度周围的材料。根据标准计量验证法规,其工作表面硬度为HB170-240。工作表面上被堵塞的零件不得超过四个,并且它们之间的距离不应小于80mm。铸铁平板铸件的表面应为异型砂,表面应光滑,漆面牢固,边缘应平整。铸铁平板是用于工件检查或划线的平面参考仪器。适用于各种检查工作,用于测量的参考平面,用于机床机械测量的参考,检查零件的尺寸精度或形状和位置偏差,并进行标记。铸铁平板是用于工件检查或划线的平面参考仪器。平台安装应调整到水平,负载应均匀分布在每个支点上,周围温度为(20±5℃),使用时应避免振动。不用担心在温度调节过程中是否发生铸铁平板的膨胀和收缩。这是正常现象。铸铁平板检查零件的尺寸精度或形状和位置偏差,并进行标记。它也是机械制造中的基本工具。应该刮除工作表面,并且刨削技术也可以用于“ 3”级工作表面。根据轮廓的算术平均偏差,平整工作表面的表面粗糙度应不超过5um。工件的重量不得超过平台的额定载荷,否则会导致工作质量下降,并可能损坏平台的结构,甚至导致平台变形,从而使其损坏且无法使用。铸铁平台又称铸铁平台,其用途主要分为:测量,焊接,检查,铆接,测试,校准等。材料为铸铁HT250,硬度一般为HB170-240。经过两次人工退火,并且具有良好的铸造性和切削性。因此,工业发展广泛的发展。在开始施工之前,应清洁铸铁平台的表面。处理后残留的砂砾和毛刺会影响测量精度。另外,铸铁平板会因潮湿或其他原因而生锈。刷掉并修剪锋利的边缘。铸铁平台具有很高的微观质量。一般来说,表面的平整度符合标准,使用寿命会延长。此外,操作不当和其他外部原因可能导致铸铁平板表面局部变形。这将严重影响测量精度,因此应进行定期检查。一旦发现问题,应及时解决,以免延误整体工作。


