


 当前位置:
当前位置: 


消失模铸造消费工艺为多套设备构成的大流水消费线。合理的产线规划可以将设备和设备之间衔接所产生的部分费用免除,削减项目上不用要的糜费,削减车间物流通道距离,提升消费工作效率,降低消费本钱,有用应用资源,以合理的产线规划有利于消费工艺的充分发挥。
工艺操控
消失模铸造工艺包括冒口体系规划、浇注温度操控、浇注操作操控、负压操控等。
浇注体系在消失模铸造工艺中具有非常重要的位置,是铸件消费胜败的一个要害。因为铸件种类繁多、外形各异,每个铸件的详细消费工艺都有各自的特性,并且千差万别。这些要素都是直接影响到浇注体系规划成果的准确性。
浇注体系规划与传统砂型铸造有差异。在浇注体系规划中,应思索到这种工艺的性,浇注体系各部分截面尺寸与铸件巨细、模型簇组合方法以及每箱件数都有联系。
模型簇组合方法可底子反映铸件的特性,以及铸件的补缩方法。因为模型簇的存在,使得金属液浇入后的行为与砂型铸造有很大的不同。在浇注过程中模型气化需求吸收热量,所以消失模铸造的浇注温度应略高于砂型铸造。
规划浇注体系各部分截面尺寸时,应思索到消失模铸造金属液浇注时因为模型存在而产生的阻力,阻力流面积应略大于砂型铸造。
负压是黑色合金消失模铸造的办法。负压的作于是增加型砂强度和刚度的重要办法,一起也是将模型气化产品扫除的办法。负压的巨细及坚持时间与铸件材质和模型簇结构以及涂料有关。
消失模铸造浇注操作忌讳的是断续浇注,这样容易形成铸件产生冷隔缺陷,即先浇入的金属液温度降低,招致与后浇注的金属液之间产生冷隔。另外,消失模铸造浇注体系多采用封锁式浇注体系,以坚持浇注的平稳性。对此,浇口杯的方法与浇注操作能否平稳联系密切。浇注时应坚持浇口杯内液面坚持稳定,时浇注动压平稳。
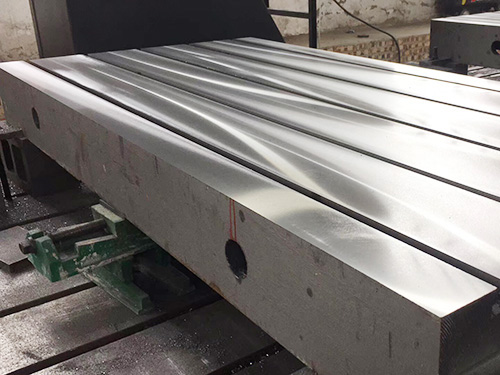
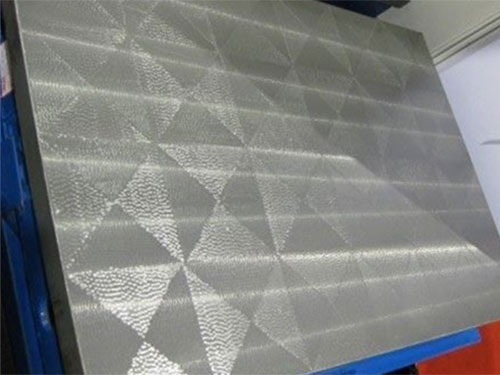
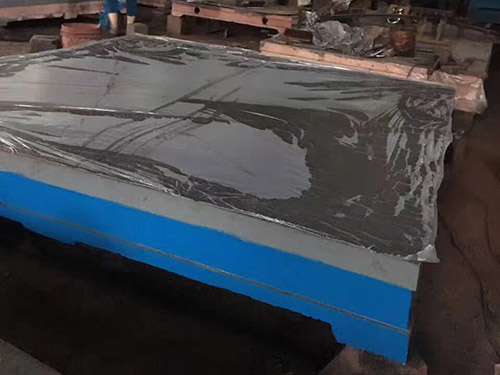
本公司主要产品有:12m×4m×2.5m(长×宽×高)范围以内的大型铸铁平台(板)、大型机床铸件(消失模铸造)、地轨(地槽铁)、焦炉设备(炉门、炉门框、保护板、桥管阀体、开闭器等)、脱硫干箱、连铸机对弧样板、铸造流水线沙箱工装、工业用除尘设备、汽车覆盖件模具、特种防暴工具等。根据用户需要有团队上门为用户安装调试修理平直量具和机床等。
本公司确立了“层层把关”、“全员责任”、“持续改进”、“华港机械”、“顾客满意”的质量方针作为全体职工的行动宗旨和方向。于2004年12月通过了ISO9001-2000质量管理体系认证。
公司在董事长兼总经理的带领下,全体员工团结一致,愿于各界同仁携手共创美好明天。


