


 当前位置:
当前位置: 

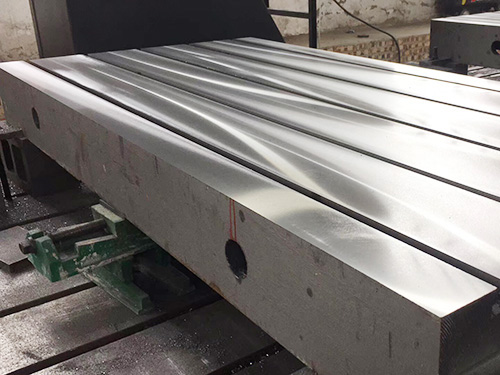

三维柔性焊接工装平台广泛应用于机械加工,工具车间,机(检)修车间,大型设备底座,计量及加工的查验,丈量和研磨,具有丈量水准,查验工件的平面度,平直度以及视点的公差值检测等。
加工工艺
三维柔性焊接工装平台是铸铁平板的一种,可是三维柔性焊接工装平台一般不是平面的,平台的外表要有T型槽或者孔,一般的加工工艺如下:
♂区分加工阶段
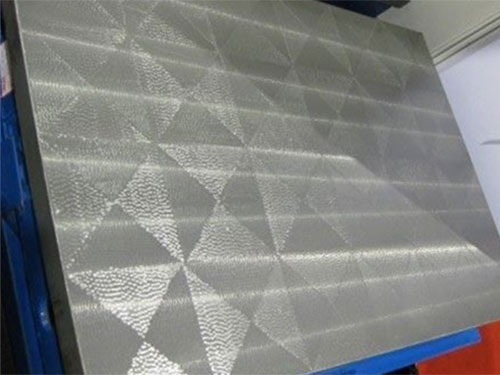
加工质量要求高的外表,都区分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理运用设备;便于安排热处理工序;以及便于时发现毛坯缺点等。
♂主要外表的光整加工(如珩磨、研磨、精磨等),应放在工艺路线阶段进行,避免光整加工的外表,因为工序间的运转和装置而遭到损伤。
♂先孔后面
对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的方位精度,而且对平面上的孔的加工带来便利。
♂先加工基准面
零件在加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
夹具设计的基本要求
(1)工装夹具应具有满足的强度和刚度。夹具在出产中投入运用时要接受多种力度的作用,所以工装夹具应具有满足的强度和刚度。
(2)夹紧。夹紧时不能破坏工件的定位方位和产品形状、尺寸契合图样要求。既不能允许工件松动滑移,又不使工件的拘谨度过大而产生较大的拘谨应力。
(3)焊接操作的灵活性。运用夹具出产应满足的装焊空间,使操作人员有良好的视野和操作环境,使焊接出产的全过程处于安稳的工作状况
(4)便于焊件的装卸。 操作时应考虑制品在装置定位焊或焊接后能顺畅的从夹具中取出,还要制品在翻转或吊运使不受危害。
(5)良好的工艺性。所设计的夹具应便于制作、装置和操作,便于查验、修理和换易损零件。设计时还要考虑车间现有的夹紧动力源、吊装能力及装置场所等要素,降低夹具制作成本。


